
Порошковые краски редко используют для нанесения на изделия многоцветных покрытий. Отчасти потому, что твердые частицы не смешиваются и не могут образовать новые оттенки, а с другой стороны в силу сложности самого процесса переноса полимера на поверхность.
Если жидкие составы можно поменять относительно быстро, то пылеообразные пигменты необходимо удалять со стенок камеры и полостей электростатического пистолета перед началом каждого нового цикла. Несмотря на сложность процесса такой трудоемкий способ в некоторых случаях приходится применять.
Замена краски в порошковой камере
Некоторые детали по разным причинам могут иметь только порошковые покрытия и, в то же время, должны быть многоцветными. Поэтому разработаны особые технологические приемы, которые помогают решить сопутствующие технические проблемы.
Значительная трудность состоит в сложности процедуры замены красящего вещества. Чтобы полимеры разного цвета не смешивались приходится проводить тщательную очистку распылителей, системы подачи, внутреннего объема бокса, в котором производится нанесение, а иногда даже заменять фильтрующие элементы. В среднем, полное удаление тонкого полимерного налета может занимать до двух часов, при условии, что в производстве задействуется не более десяти электростатических пистолетов.
Чтобы ускорить операцию переключения цвета, окраску отличающимися порошковыми полимерами производят в разных камерах. Внедрив в конвейерную линию дополнительные окрасочные боксы, можно исключить операцию очистки из производственного цикла.
- Сначала на изделие наносят фоновый цвет и помещают в полимеризационную печь.
- Затем объект подают на следующий участок, где оклеивают места, которые должны остаться с уже воспроизведенным вариантом покрытия.
- После напыления краски другого цвета, аппликацию удаляют и вновь помещают изделие в печь полимеризации.
Аналогичную процедуру можно повторять, чтобы наносить последующие декоративные слои.
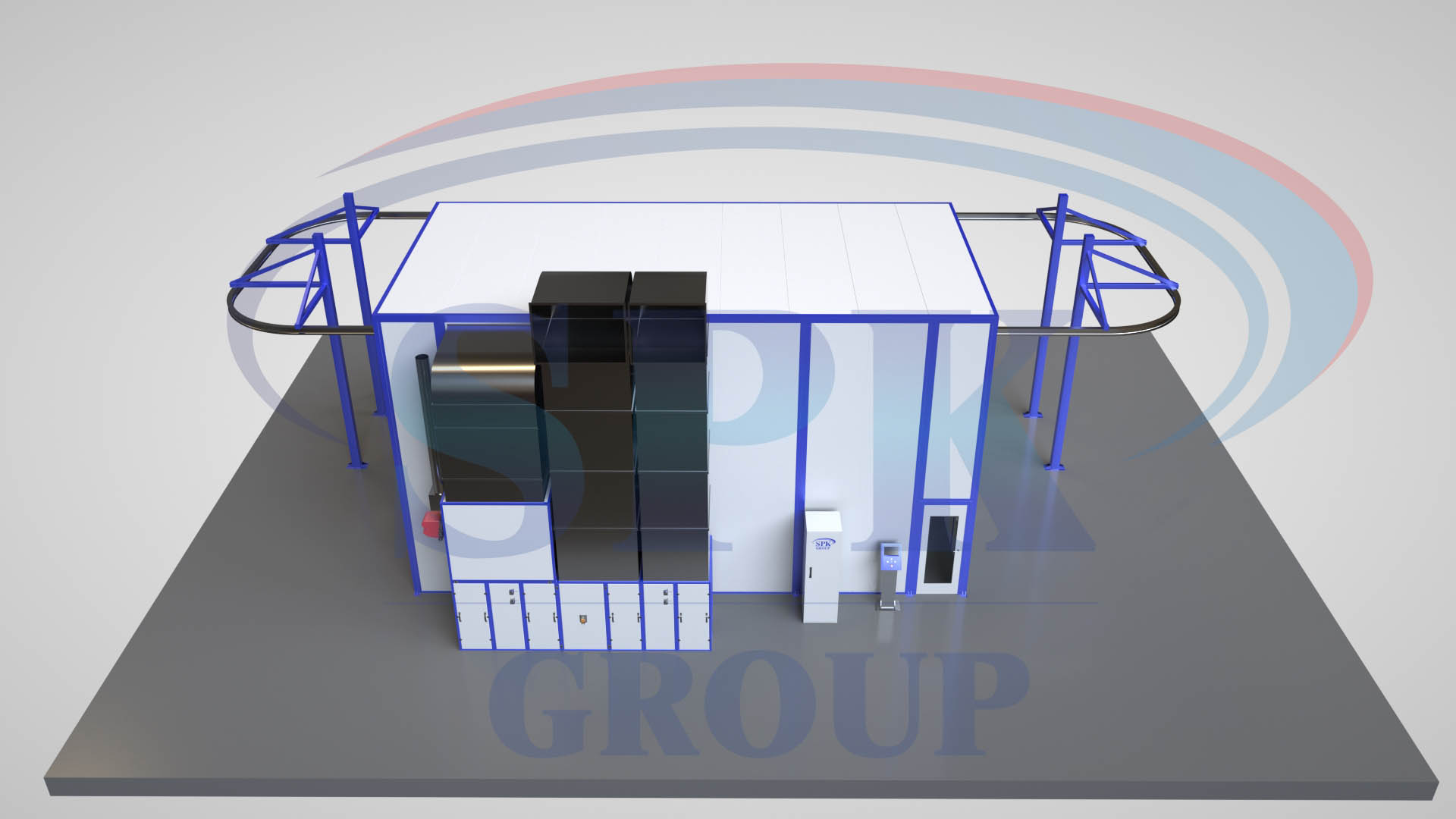
Необходимость прочистки камер и оборудования зависит от конкретного дизайнерского проекта и масштабов производства. Чем больше оборудованных участков и единиц технического оснащения для нанесения порошковой краски, тем большое количество цветов можно нанести на объект, не отвлекаясь на клининговые процедуры.
Как правило, многокамерные линии порошковой окраски используют для потоковой обработки серийных изделий. В случае же единичных деталей и корпусов ограничиваются чисткой или заменой электростатического пистолета, а само распыление производят в чистом свободном от пыли помещении в специально оборудованном месте.
Требования к зонам порошковой окраски
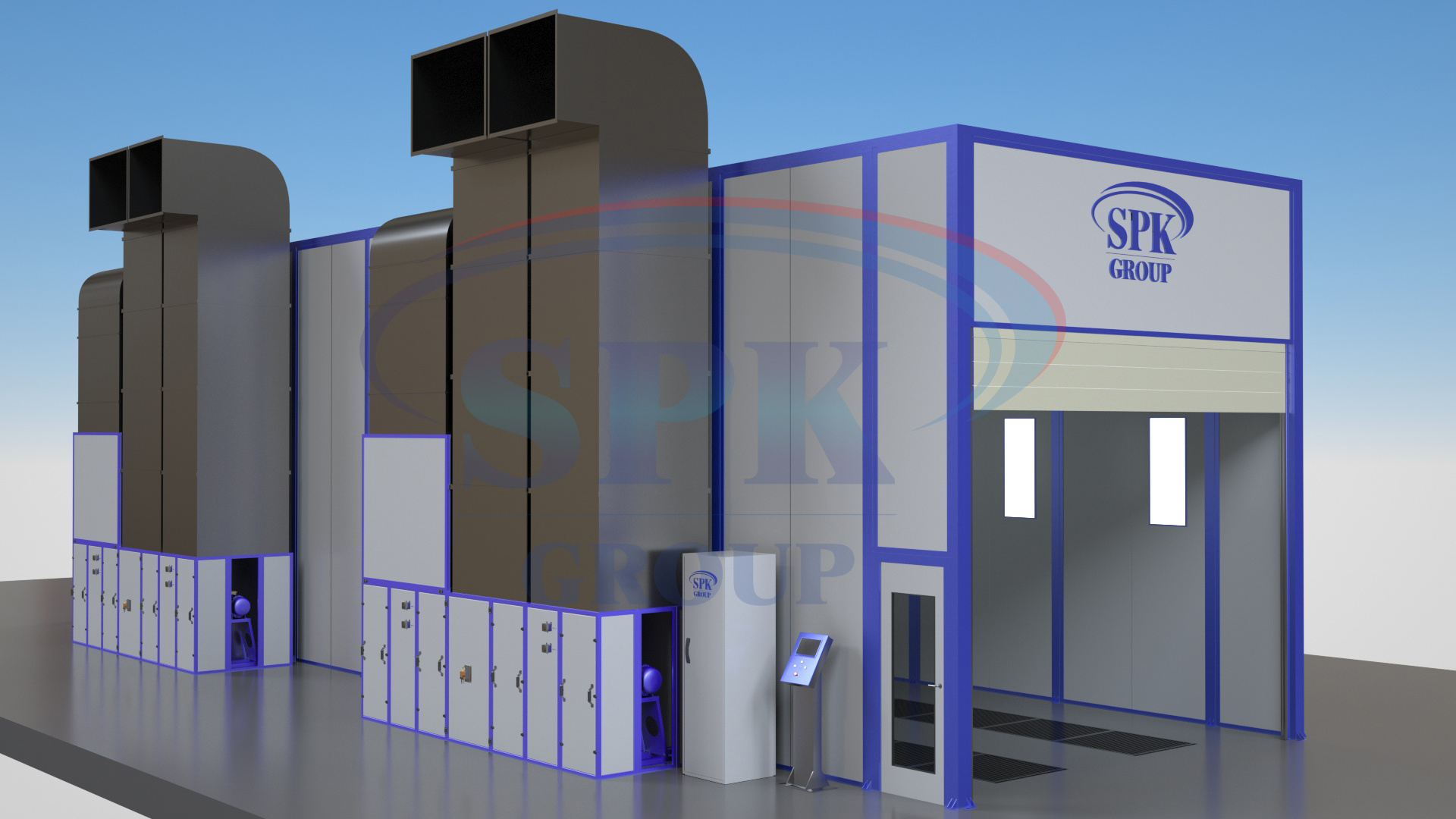
Стандартные линии для порошковой окраски формируются на базе трех функционально отличающихся участков:
- первичной подготовки поверхности;
- нанесения краски;
- полимеризации.
Все эти зоны делают герметичными и снабжают высокопроизводительной вентиляцией оснащенной входными и выходными фильтрами.
Для сбора и повторного использования расходных материалов дробеметные и окрасочные камеры снабжают циклонными системами рекуперации.
Некоторые производства комплектуют промежуточными печами нагрева поверхности изделий для нанесения краски нагорячую.
Технология многоцветного порошкового окрашивания требует использовать определенные виды красок. Это должны быть составы гарантирующие высокую адгезию и не склонные образовывать потеки. Вот список из возможных вариантов красок:
- полиуретановые, отличающиеся превосходными эластичностью и устойчивостью к коррозии;
- эпоксидные, обладающие водорезистентностью, не восприимчивые к воздействию солей и другим активным веществам;
- полиэфирные, придающие поверхности глянцевый блеск и очень долговечные;
- гибридные, не желтеющие со временем, не ухудшающие качеств от любых погодных воздействий.
Подбирая краски важно учитывать и сферу применения обрабатываемых изделий. Например, для фасадных элементов используются особые сорта полиэфирных составов, допускающие длительное экспонирование в условиях атмосферной изменчивости. Другие изделия нуждаются в нанесении текстурированных покрытий, для создания которых оптимален металлик. Детали, подвергаемые в ходе эксплуатации воздействию активных химических сред, лучше покрывать эпоксидными красками.
Сферы использования
Многоцветная порошковая окраска применяется для создания защитно-декоративных покрытий оконных профилей, различной фурнитуры, кровельных материалов, архитектурных элементов, различных приборов, деталей технических устройств и транспорта. Особенно популярна, например, двухцветная окраска в автотюнинге. Здесь часто применяются техники поперечного и продольного сочетания цветов. Вообще, главное назначение многоцветных покрытий – придание типовым изделиям индивидуальности
Процесс нанесения многоцветных порошковых покрытий не значительно отличается от работы с монохромными составами. Изделие так же проходит предварительные стадии подготовки: поверхности зачищаются, подвергаются фосфоризации или хроматированию, грунтуются, а после окраски и полимеризации покрываются лаком. Главное расхождение состоит в необходимости соблюдения чистоты полимерных составов как в ходе эксплуатации оборудования, так и непосредственно во время напыления, для чего широко применяются специальные пленки.
Требование недопущения смешения цветов должно соблюдаться безальтернативно. В противном случае добиться желаемого дизайнерского эффекта не удается, а покрытие, не редко, получается непрочным, может отслаиваться и давать вздутия. Поэтому при нанесении многоцветных покрытий крайне важны мастерство и аккуратность.
