
Высокая степень автоматизации позволяет организовать массовое поточное производство. Предлагаемые SPK Group линии рассчитаны на потребности больших предприятий с постоянной загрузкой мощностей.
Назначение
С помощью оборудования покрасочной системы можно обрабатывать мало и среднегабаритные детали и элементы:
- легковых и грузовых автомобилей;
- спецтехники;
- железнодорожного подвижного состава;
- вертолетов и самолетов;
- судов;
- мебели;
- строительных конструкций;
- трубопроводов и других коммуникационных систем.
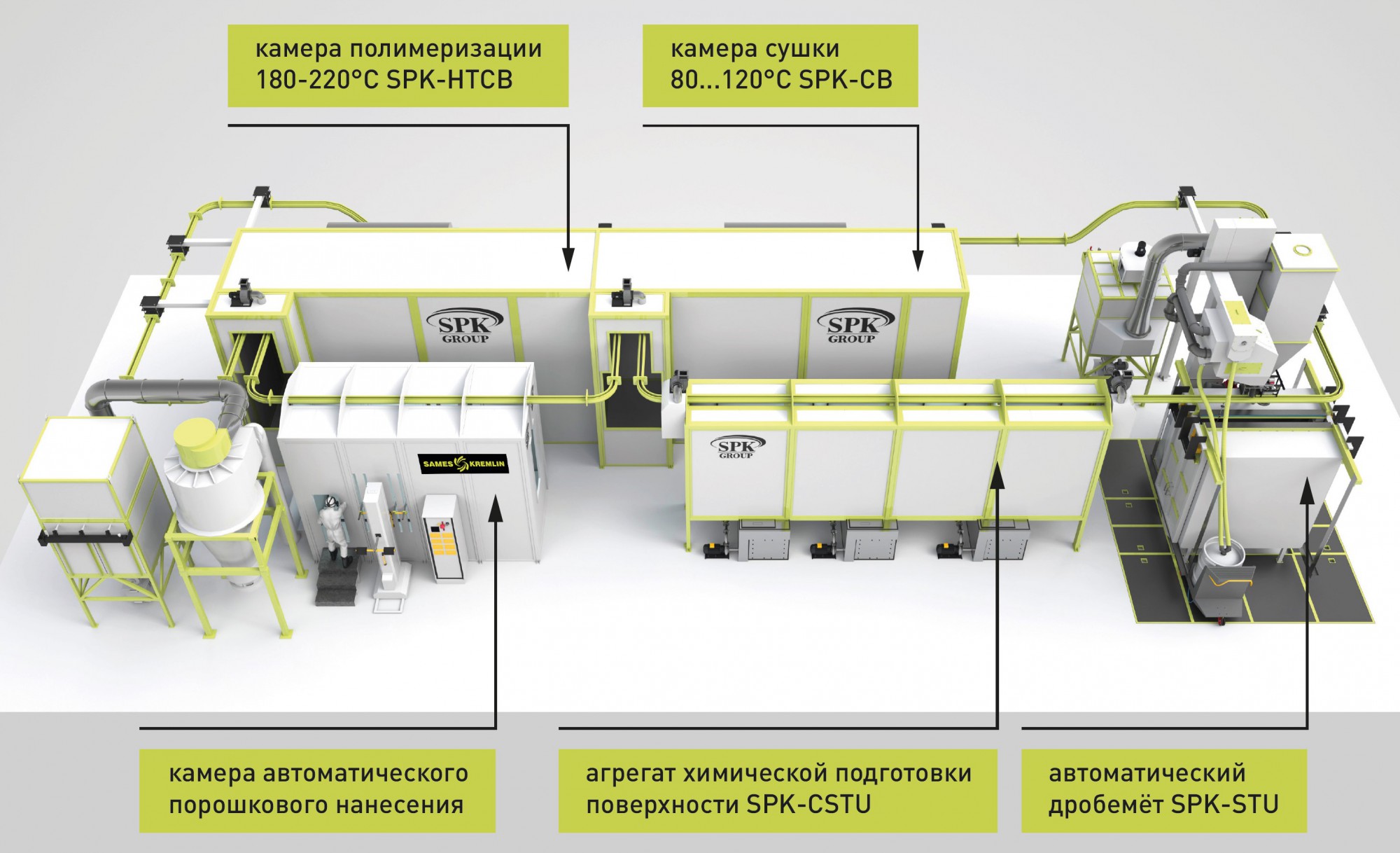
Основные узлы линии
В состав комплекса входят:
- транспортировочный конвейер напольного или подвесного исполнения;
- зона установки или завешивания изделий для окраски;
- агрегат предварительной подготовки, состоящий из нескольких секций распыления;
- сушильная камера колокольного типа;
- отсек-охладитель;
- камера электростатического окрашивания жидкими ЛКМ;
- испарительный туннель;
- камера сушки покрытий типа "колокол";
- отсек-охладитель;
- разграниченные участки для разгрузки мелких и крупных изделий.
Технологическая цепочка электростатического окрашивания
Начинается рабочий цикл в зоне, где на грузонесущем конвейере расставляется или завешивается продукция для покраски. Участков, проведения этого процесса – два: для крупных деталей, где работает тельфер и для мелких, которые переносятся вручную.
Далее изделия подхватывает с постоянной скоростью двигающийся транспортер. Регулировка темпа осуществляется с помощью частотных преобразователей.
Изделия попадают в агрегат подготовки поверхностей, где подвергаются последовательному напылению специальных растворов:
- обезжиривающего;
- промывочного;
- комплексного обезжиривающего и аморфно фосфатирующего;
- промывочного;
- пассивационного.
Затем изделия попадают в камеру конвекционной сушки, где обдуваются горячим воздухом. Нагретый поток равномерно поднимается от теплового оборудования, расположенного внизу вдоль обработанных поверхностей вверх. Такой подход позволяет быстро удалять влагу прямым воздействием и косвенно, прогревая материал.
На следующем этапе изделия проходят через отсек, где охлаждаются отфильтрованным (класс тонких фильтров G3) цеховым воздухом.
Следующая операция проходит в камере электростатической окраски, на входе которой установлены оптические рамки. Благодаря датчикам, автоматизированная система определяет высоту изделий и программирует диапазон рабочих перемещений покрасочных манипуляторов.
Внутри камеры организовано движение воздуха со скоростью 0,25 м/с. За процессом можно наблюдать сквозь контрольные окна, светильники для этого дают достаточную яркость – 400 люкс.
Окрашенные изделия перемещаются в туннель испарения/растекания, а потом – в камеру окрашивания ручным способом. Рабочие места операторов здесь расположены с двух сторон и на разных высотных уровнях. Внутри предусмотрена воздушная конвекция по схеме аналогичной первой покрасочной камере. Освещение для работы операторов обеспечивается на уровне 700 люменов. Вытяжка реализована посредством системы лабиринтных фильтров, расположенных в нижней части помещения: в полу и в стенах.
Преодолев второй туннель испарения/растекания, изделия на 30 минут задерживаются в еще одной камере сушки. Здесь воссоздается стандартный микроклимат: минимальная влажность при температуре от +50 °C до +70 °C. Камера выполнена в виде двухъярусного колокола. Такая конструкция позволяет сохранять однородный и стабильный нагрев во всем объеме, не теряя тепла через входной и выходной проемы.
На заключительном этапе изделия охлаждаются в специальном отсеке до температуры безопасной для операторов. В таком состоянии готовая продукция перебазируется в зону разгрузки для крупных форм, где образцы соответствующих размеров забираются электротельферами. Мелкие детали двигаются по конвейеру до следующего участка и снимаются работниками вручную.
Контроль за работой линии электростатической окраски ведется посредством сенсорной панели центра управления. На дисплее отражается информация о статусе и режимах задействованного оборудования, остаточном ресурсе расходных материалов. С помощью графического интерфейса можно регулировать:
- производительность теплового оборудования;
- яркость освещения;
- движение участков конвейера;
- интенсивность воздухообмена;
- работу манипуляторов и многое другое.
Варианты линий окраски SPK Group
Компания непрерывно совершенствует типовые решения и предлагает новые подходы, возникающие как ответ на растущее разнообразие запросов малярных производств. Вот список проектов самых популярных линий, которые можно оснастить оборудованием электростатической окраски и доработать под конкретную специфику:
- окраски крупногабаритных деталей сельхозтехники;
- универсальная под окраску жидкими ЛКМ;
- подготовки, окраски и сушки рам грузовых автомобилей;
- подготовки и окраски деталей спецтехники;
- среднегабаритных узлов и деталей;
- автоматизированные конвейерные для окраски деталей на подвесном конвейере;
- окраски деталей рам коммерческого транспорта;
- подготовки и порошковой окраски огнетушителей;
- подготовки и роботизированной окраски лопастей вертолетов;
- порошковой окраски топливных баков;
- окраски и сушки деталей лопастей вертолетов.
Линии электростатической окраски можно создать на основе готовых перечисленных выше решений или разработать уникальные комплексы «с нуля». SPK Group обладает многолетним опытом проектирования и строительства покрасочных производств любых сложности и масштаба. Компания гарантирует наивысшее качество и оперативность выполнения работ, длительность службы комплектного оборудования и предлагает экспертное сопровождение на протяжении всего срока эксплуатации.
