
Проходные камеры, также называемые тоннельными, используются в целях автоматизации и ускорения серийного производства.
Это могут быть сооружения разного размера и устройства, но объединенные в ряд последовательно расположенных блоков, каждый из которых предназначен для определенной операции технологического цикла. Изделия загружаются с приемной стороны комплекса и линейно продвигаются из одной зоны обработки в другую. Выходит из проходной камеры готовый продукт.
Детали небольшого размера красят в малогабаритных тоннельных установках, оборудованных конвейером. Такие камеры являются необитаемыми и комплектуются автоматическими распылителями или оснащаются специальными окнами для ручного доступа. Работа с объектами большого размера происходит в сооружениях соответствующих масштабов. В данном случае персонал находится внутри анфилады помещений, где и выполняет все необходимые процедуры.
Устройство проходной тоннельной камеры
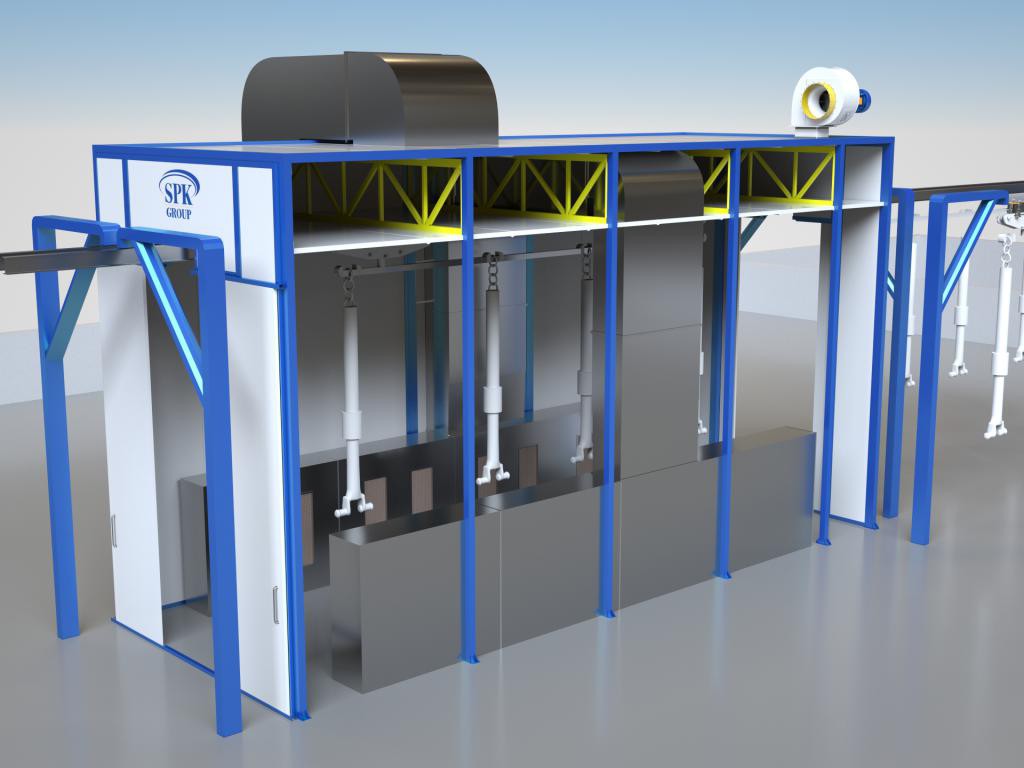
Главным связующим элементом подобных комплексов является транспортная система. Как правило это инвертируемый (способный менять движение на противоположное) конвейер подвесного или напольного типа.
Транспортные системы работающие по принципу подвешивания оснащаются для закрепления обрабатываемых деталей хомутами или шпинделями. Напольные конвейеры организуются посредством шестеренчатой, ременной или роликовой передачи и актуальны для обработки более крупных изделий. Двигаясь по конвейеру детали преодолевают специализированные отсеки камер.
Подготовка поверхности
Под данную процедуру выделяется отдельное изолированное помещение, которое опционально может быть частью тоннельной камеры. Здесь происходит очистка изделия от старого защитного слоя химическим, механическим или комбинированным способом. В зависимости от методики применяются:
- смывки, наносимые на поверхность деталей;
- активные составы в специальных ваннах, куда погружаются изделия;
- дробеструйные или дробеметные установки;
- ручной и полуавтоматический инструмент, такой как металлические щетки, шлифовальные машины, молоты для отбивки ржавчины и многое другое.
В следующем помещении происходит нанесение шпаклевки и грунта. Изделие предварительно нагревается, для чего задействуется климатическое оборудование: система подачи внутрь теплого воздуха, нагретого газовой либо дизельной горелкой или тепловым преобразователем электрической энергии. Повышенная температура металла создает идеальные условия для нанесения выравнивающих и повышающих адгезию материалов.
Покраска
Следующий блок, куда попадает прошедшее подготовку изделие, оснащен рекуператором и системой распыления порошковой краски. Для осаждения мелкодисперсного порошка на поверхность в серийном производстве используются автоматические установки, гарантирующие равномерное покрытие краской даже деталей обладающих сложной формой, отличающихся топологией с большим количеством изгибов и полостей. При необходимости, например, для нанесения рисунков, используется и ручной труд, который выполняется персоналом посредством специальных электростатических пистолетов.
Технология предусматривает возврат непопадающего на поверхности изделий порошка в окрасочный цикл. Для этого в помещении, где проходит работа, создается вертикальная циркуляция воздуха, способствующая осаждению и захвату лакокрасочной взвеси в каналы рекуперации. Эта система строится на основе циклона или кассетных фильтров и позволяет улавливать в среднем до 90 процентов полимерного материала, который после просеивания через вибросито может использоваться повторно.
Печь полимеризации и сушка
После нанесения порошковой краски изделия поступают в помещение, где воздух нагревается до температуры около 135 °C. Нанесенный порошок плавится и, высыхая, образует прочную полимерную пленку. При этом краска надежно закрепляется на поверхности, максимально плотно прикрепляясь к микрорельефу. В следующем помещении происходит охлаждение и высыхание окрашенных изделий.
Подсистемы
К некоторым составляющие тоннельных камер предъявляются повышенные требования. Так мощная вентиляция – непременное условие для достижения качественного результата. Эта подсистема участвует как в предварительном разогреве деталей перед нанесением шпаклевки и грунта, так и при охлаждении окрашенной продукции.
С помощью вентиляции происходит забор и очистка внешнего воздуха, а после нагрева и транспортировка по многочисленным каналам в помещения проходной камеры. Благодаря наличию решетчатых экранов создается равномерное движение потока, что в совокупности с правильным распределением входных и выходных отверстий, исключает образование застойных участков. Вентиляция обеспечивает замещение до 15 процентов объема воздуха в отсеках тоннельной камеры, препятствуя тем самым скоплению взрыво- и пожароопасной воздушно-полимерной смеси. С этой же целью электромоторы вентиляторов оборудуются взрывозащитой.
Вентиляция используется и для организации режима продувки на этапах сушки грунта, полимеризации краски и заключительного охлаждения. Так удаляются образующиеся в процессе газы и другие продукты испарения.
Не менее важна подсистема управления. В основе централизующей схемы – микропроцессор. Устройство позволяет проводить тонкую настройку различных операций, изменять режимы функционирования отдельных агрегатов в процессе работы. Так в реальном времени можно дозировать подачу полимера, регулировать интенсивность циркуляции воздуха в помещении, где проводится нанесение покрытия, а также поднимать или понижать температуру в печи полимеризации.
В каждом отделе тоннельной камеры располагаются группы датчиков, показания которых отслеживает специальное программное обеспечение, принимая решения по управлению подсистемами без участия оператора. Например, при обнаружении повышенной концентрации взрывоопасных паров краски, дается команда на увеличение оборотов вентиляторов, устраняя возникшую опасность. Таким же образом может произойти отключение нагрева или обесточивание сбойного оборудования.
Как видно из всего выше сказанного, проходные тоннельные камеры представляют собой сложные комплексы электротехнических устройств, климатических агрегатов, электроники и требуют серьезной инженерной проработки. Чтобы исключить различные риски при постройке подобных производственных мощностей стоит обратиться в организацию, профессионально занимающуюся данным вопросом.
