
Создание отдельного участка для предваряющих окраску работ – лучший способ организовать процессы очистки, снятия старого лакокрасочного покрытия и шлифовки. Операции сопровождаются созданием большого количества пыли и загрязнений и должны быть вынесены из зоны покраски и сушки.
Такой подход не только избавляет от необходимости продолжительных и тщательных циклов уборки в основном помещении, но также упорядочивает и оптимизирует производственный процесс, позволяет оборудовать каждое помещение техникой и инструментом в соответствии с профильной специализацией.
Проектное разнообразие
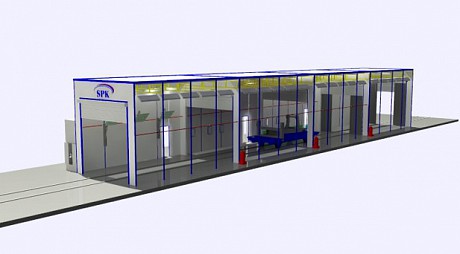
Камеры подготовки поверхностей чаще всего изготовляются на заказ по конкретным требованиям. Обустройство, объем, техническое оснащение определяются родом деятельности. Например, в судостроении подобные сооружения имеют большие масштабы, комплектуются агрегатами повышенной мощности. В то время как в комплексах для окраски автомобилей посты аналогичного назначения более компактны и универсальны и имеют следующий состав:
- каркас из легких стальных тонкостенных (ЛСТК) или легких металлических (ЛМК) конструкций;
- вытяжку и вентиляцию;
- фильтры;
- мощные осветительные приборы;
- отопительный контур;
- центральный пульт управления.
Кроме того, камеры бывают проходными или тупиковыми. В первых изделия попадают в зону обработки с одной стороны и покидают с другой, во второй – поступление и возврат происходят по одному маршруту. Также различают автоматизированные участки и зоны для ручного труда.

Химические средства очистки
Нередко в арсенал подготовительной камеры входит участок химической очистки. В данном случае широко применяются ванны, в которых происходит очистка погружным способом. Традиционно линия состоит из ряда устойчивых к воздействию реагентов емкостей, куда посредством манипулятора однократно или попеременно и последовательно вносятся детали.
Подобным образом устроены некоторые виды установок для обезжиривания. Подача изделий производится вручную. Непосредственно в ванне размещается платформа, поднимаемая и опускаемая вместе с деталью пневматическим приводом. Для перемешивания растворителя используется пневматический насос. Над активной зоной располагается вытяжка для удаления испарений. По завершению процедуры открывается крышка агрегата, и оператор обдувает поднятое обезжиренное изделие из специального пистолета.
Популярны и полуавтоматические аналоги в классе подобного оборудования. Такие системы располагают контуром подготовки жидкого концентрата моющего раствора с автоматизированным контролем дозирования реагентов, а также узлом для программируемого по времени разогрева активного состава в ваннах и поддержания заданной температуры на протяжении всего цикла.
Воздействию этим методом подвергаются изделия:
- крупногабаритные;
- сложной формы, в том числе, тонкостенные с внешними и/или внутренними полостями;
- не выдерживающие длительных процедур.
Более прочные объекты можно очищать струйным способом. Для этого используются туннельные камеры, где в отдельных отсеках производится обезжиривание, промывка и пассирование. Реагент при этом поступает через многочисленные форсунки, а со сторон входа и выхода располагаются зоны стекания. Для отсечения паров и брызг рабочая зона агрегата оборудуется тамбурами.
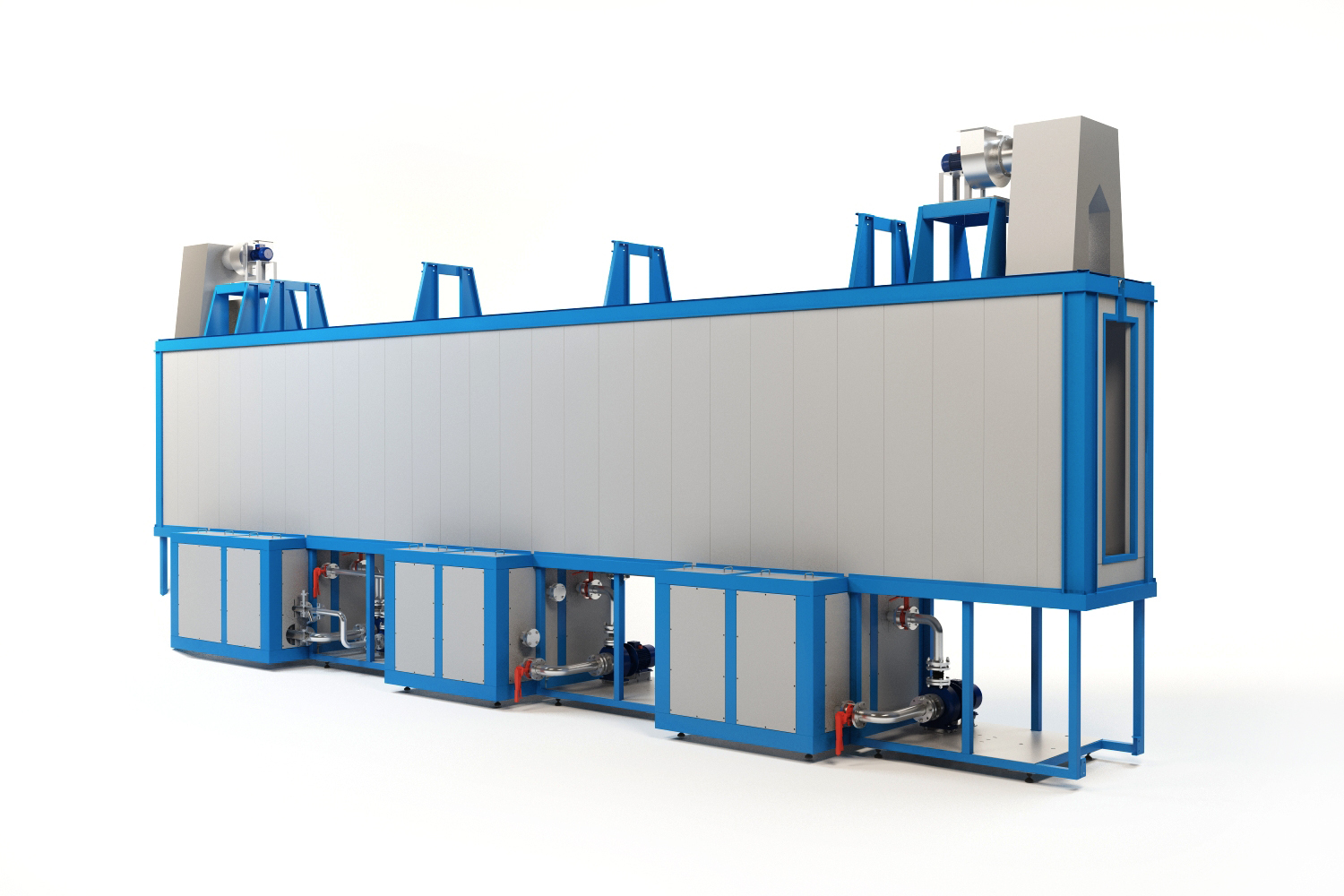
Существуют более компактные аналоги, описанных выше конструкций – тактовые струйные камеры. Здесь для выполнения всех операций: от обезжиривания, хроматирования и фосфатирования до деминерализационной промывки – используется одна универсальная емкость.
Как в туннельной, так и в тактовой камерах все процессы полностью автоматизированы. Обслуживающий персонал лишь обеспечивает поступление и забор целевых изделий.
Механическая подготовка поверхности
Важнейший и самый распространенный инструмент для процедур подобного типа – газовая горелка, наряду с которой используются металлические щетки различной жесткости как в ручном, так и в автоматическом исполнении, а также абразивные шлифовальные круги.
Впрочем, для производства промышленного уровня этих средств оказывается недостаточно. Удаление ржавчины и окалины, поддержание одинакового уровня шероховатости и упрочение поверхности на большом количестве изделий требуют применения специального сложного оборудования:
- дробеметных установок;
- абразивоструйных агрегатов.
В дробеметных камерах рабочее тело – чаще всего поток стальной дроби – получает ускорение посредством физического контакта с турбиной и, сталкиваясь с наружным слоем детали, отделяет посторонние напластования и создает в металле зоны повышенного натяжения с увеличенной прочностью.
Установка представляет собой сложный закрытый комплекс, состоящий из механизмов подачи и крепления деталей: поворотного стола, барабана или конвейера, а также системы рекуперации дроби. Дробеструйные камеры конструкционно аналогичны, но часть, представляющая ускоритель абразива является не турбиной, а компрессором. Шлифующие частицы увлекаются и разгоняются потоком сжатого воздуха.

В обоих случаях размеры оборудования определяется габаритами обрабатываемых деталей. Конструкция же подбирается с учетом предполагаемого объема и необходимой производительности. Так подготовка поверхностей в промышленных объемах особенно чувствительна к виду транспортной системы: буксируемым тележкам стоит предпочесть полноценный конвейер. Такой агрегат представляет собой сложный закрытый комплекс, состоящий из механизмов подачи и крепления деталей: поворотного стола, барабана или конвейера, а также системы рекуперации дроби.
Параллельно установка должна гарантировать надежную фиксацию изделий, легкость съема и транспортировки по завершению процедуры. Важно предусмотреть необходимые технические решения по беспрепятственной доставке деталей в зону обработки и свободному вывозу в окрасочный цех, после снятия с конвейера. В данном случае уместно применение буксируемых или самоходных рельсовых тележек. Нередко выделяются предзагрузочные и выгрузочные зоны для временного складирования изделий. Сам конвейерный транспортер снабжается:
- автоматической системой смазки;
- пультом управления;
- кнопками блокировки привода.
Мы также писали о линиях дробеметной очистки, посмотрите!
Требования к помещению
Проект камеры подготовки поверхности подразумевает комплексный расчет работы ряда агрегатов и вспомогательного оборудования, применяемых для осуществления полного цикла профильных работ. Особое внимание стоит уделять логистическому компоненту, тому, как целевые изделия попадают в зону обработки. Не менее важно создание условий для оперативной очистки зон, где происходит самая пыльная часть процесса: удаление ржавчины, старых ЛКМ или окалины с наиболее габаритных деталей ручным способом. Следует также постараться обеспечить удобство обслуживания всего технического оснащения: достаточность места для проведения профилактики и ремонта, оперативность и простоту доступа к ключевым узлам и механизмам. Тщательная проработка предпокрасочного участка позволит избежать ошибок при строительных работах, закупке оборудования, сделает эксплуатацию удобной и повысит эффективность производственного процесса.

Накрутка рейтинга на Авито/Яндекс/2гис/Маркетплейсы и др.
А так же:
- Удаление отзывов и регистрация на Гугл картах!
- Реклама в Яндекс/Гугл, ВК и Инстаграм.
- Создание и СЕО сайтов.
- Авито продвижение.
Если интересно, пишите мне в WhatsApp: +7(962) 546-38-36
Более подробную информацию можно узнать здесь:
https://ergunov-marketing.ru/serm