
Для крупногабаритных транспортных средств в строительной сфере или в близких к ней направлениях важно качество внешнего покрытия. Оно прямо влияет на срок службы спецтехники, особенно, если она предназначена для работы в опасных условиях (например, в горнодобывающей промышленности).
Технология конвейерной окраски
Работы системы конвейеров делится на два ключевых этапа:
- Подготовка поверхности изделия к прохождению окраски. Не секрет, что загрязнение в любом виде будет серьезно мешать при нанесении лакокрасочного покрытия на технику. Очистка также необходима не только для уже использованного транспорта, но и для моделей, только что поступивших с производства. Это связано с тем, что в процессе изготовления также остается небольшая часть осадков, пыли и прочих видов загрязнений.
- Окраска транспорта на конвейере. Важно отметить, что тип, состав и расцветка краски подбираются под дальнейшие условия использования техники. Необходимо подобрать отдельные виды лака под кузов автомобиля, его внутренности и стеклянные рамы. Современное оборудование для промышленной окраски спецтехники позволяет достичь хорошего результата с любым видом спецтехники – от сельскохозяйственных комбайнов до строительных самосвалов и подъемных кранов.
Подготовка поверхности
Методы проведения обеих представленных процедур стоит рассмотреть подробнее.
Подготовительные работы со спецтехникой
Правильное проведение процедуры подготовки спецтехники к очистке позволит не только повысить стойкость покрытия, но и придать ему необходимые свойства для сохранения лака и краски в необходимом виде. Это можно сделать по одному из четырех следующих методов:
- Обработка песком. Данная методология подготовки поверхности является наиболее эффективным в сравнении с остальными. Ключевым инструментом в ней является пескоструйная машина, рассыпающая определенную смесь по всей поверхности изделия. Для хорошего результата необходимо серьезно отнестись к подбору грунта.
- Термическая обработка. Использование нагрева в данном процессе – эффективное решение, но ведущее за собой серьезные риски. Если достичь чересчур высокой температуры, то могут повредиться некоторые внутренние запчасти изделия. Основным фактором при подборе оптимальной температуры используется металл, занимающий большую часть корпуса транспортного средства.
- Использование растворителей. В последнее время наиболее распространенной является обрабатывание с использованием активных химических реагентов. Составы из определенных соединений веществ позволяют избавиться от загрязнений за короткое время.
- Механическая обработка. Это простой процесс очистки покрытия спецтехники с использованием специализированных приборов, не требующий применения ручного труда на постоянной основе. Однако, стоимость техники, необходимой для данной процедуры, может превышать издержки от использования предыдущих способов подготовки к обработке.
Нанесение лакокрасочного покрытия
После того, как изделие было подготовлено к нанесению краски, оно отправляется на конвейерную окраску. Далее, когда оно будет доставлено на место работы, будет проведено несколько этапов обработки и окрашивания. Методология нанесения лакокрасочного материала (сокращенно - ЛКМ) делится на два типа:
- Использование порошка;
- Жидкостное окрашивание.
Между двумя данными способами нет сильной разницы, выбор происходит на усмотрение производителя или заказчика. При этом, оба метода используют один и тот же цикл окрашивания:
- Обезжиривание. После первого этапа работа со спецтехникой на поверхности могут остаться небольшие слои жира. Несмотря на небольшой объем загрязнения, если пропустить данный шаг, качество ЛКМ заметно снизится.
- Промывание. На производственном цехе конвейерной окраски присутствует крупногабаритная ванна, в которую может поместиться практически любая строительная или промышленная техника. С ее помощью полностью промывается вся наружная поверхность изделия.
- Фосфатирование. Когда промывание завершается, транспорт отправляют на химическую обработку с помощью изделий.
- Сушка и антикоррозийная обработка. Изделие перемещается в сушильную камеру, где подвергается тепловому воздействию с температурой до 170-185 градусов Цельсия (показатель зависит от использованного при изготовлении металла). Далее спецтехнику посыпают двумя слоями, состоящими из разного грунта. Толщина рассыпки, согласно техническим стандартам, при любых условиях не превышает 0,04 мм.
- Нанесение ЛКМ. Завершающий этап, на котором проводятся работы в малярной камере. Лакокрасочное покрытие, как правило, наносится в один или два слоя.
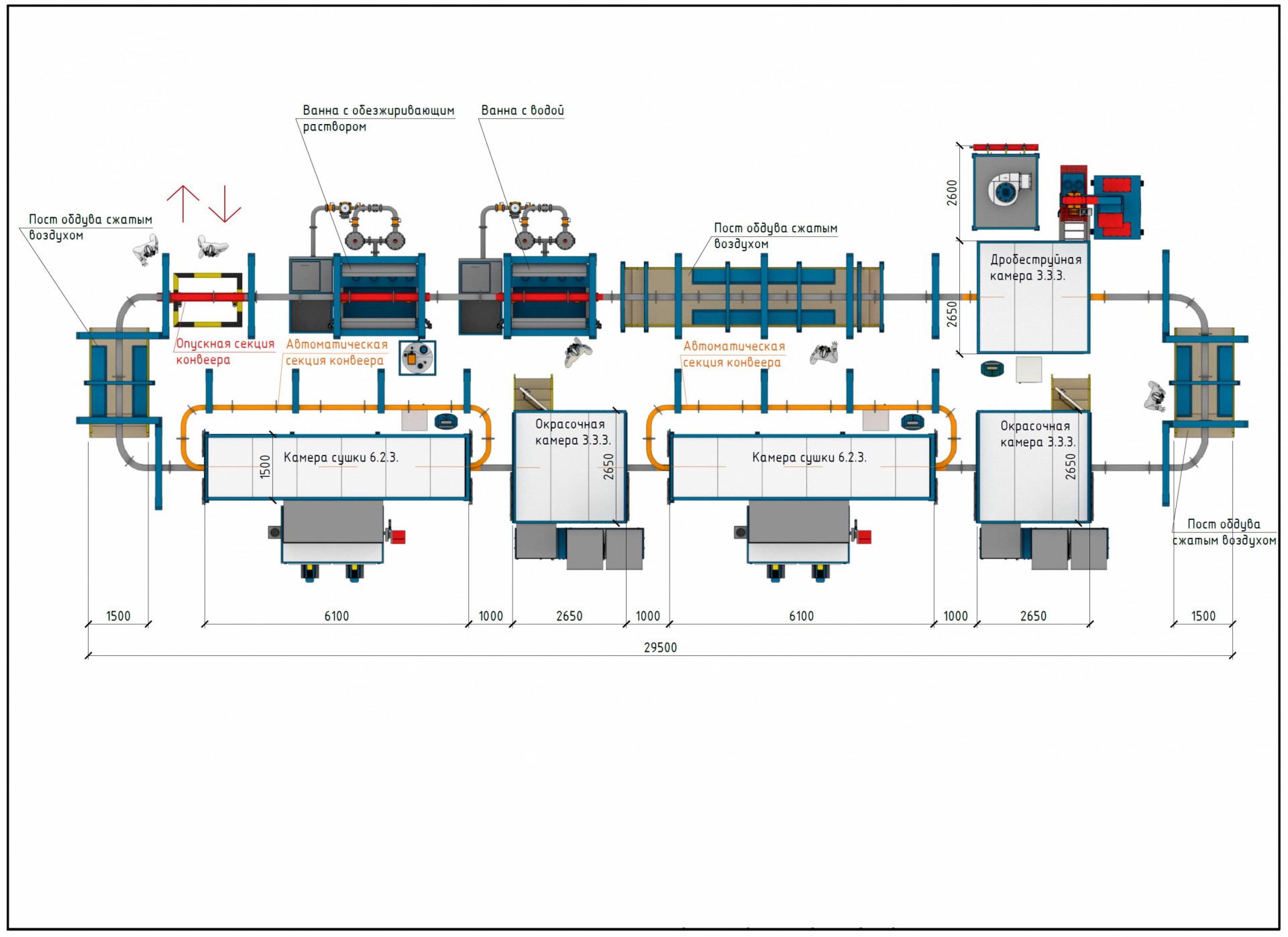
Оборудование
По своей структуре конвейерная система обработки спецтехники и нанесения лаковой краски представляет собой прямую линию с лентой, содержащей несколько последующих герметичных камер со специализированным оборудованием. Вся конструкция помещается в обширный цех, полностью предназначенный для окрашивания. Ручная работа на цехе не требуется, человеческий труд используется только для удаленного контроля через компьютер.
Подобное строение позволяет достичь хорошего результата обработки, вне зависимости от погодных условий, влажности воздуха и температуры снаружи помещения. Стоит отметить, что для спецтехники определенного назначения составляется отдельный маршрут прохождения конвейерной окраски.
Портфолио проектов
Инжиниринговая компания SPK GROUP более 20 лет занимается производством окрасочного оборудования и является крупнейшим поставщиком в странах СНГ. Мы предоставляем услуги по проектированию и обслуживанию цехов зон открытой окраски и конвейерных линий. Среди наших проектов:
- Линия окраски фургонов SPK;
- Линия роботизированной окраски самосвалов SPK.
Чтобы воспользоваться инжиниринговыми услугами и узнать более подробную информацию о них, свяжитесь с нами через форму на сайте.
