
Для окраски башенного крана используется профессиональное оборудование - дробеметные и дробеструйные установки для подготовки поверхности под покраску, покрасочная камера.
Техника данного класса монтируется на строительном участке и эксплуатируется длительное время по открытым небом, подвергаясь воздействию осадков, ветра и перепадов температур. Длительность нахождения в непростых условиях, приводит к появлению на окрашенных поверхностях сколов и трещин краски, а в дальнейшем и коррозионного изъязвления. Это, в свою очередь, несмотря на прочность и толщину несущих конструкций, может ослабить отдельные детали и даже спровоцировать аварийную ситуацию. Чтобы предотвратить подобное развитие событий и должны производится своевременные дефектовка и окрашивание башенных кранов.
Процедура окраски крана
Как и при любой другой работе, связанной с нанесением лакокрасочных покрытий на металл, в данном случае применяется аналогичная схема:
- поверхность подготавливается к окраске, то есть удаляются слои старой краски, следы коррозии, пятна мазута, грязь и пыль;
- детали моются водой, сушатся и осматриваются;
- обнаруженные дефекты поверхности исправляются, а при нахождении серьезных повреждений производится местный ремонт;
- после вторичной мойки поверхность обезжиривается нанесением уайт-спирта;
- металл грунтуется и шпаклюется;
- в окрасочно-сушильной камере напыляется несколько слоев краски (минимум два);
- производится расколлеровка – нанесение заданного цвета краски на соответствующие конструкции;
- наносятся технические обозначения и информационная маркировка.
Стоит заметить: между нанесением отдельных слоев ЛКМ проводится сушка. Свежеокрашенные поверхности обдуваются мощным потоком воздуха для удаления излишков краски и испарения растворителя. Затем в боксе постепенно нагревается воздух, по несколько градусов Цельсия за час. По достижении температуры 70 – 80 °C изделия выдерживают в течении срока, рекомендуемого производителем краски.

Для нанесения подбираются стойкие к атмосферным воздействиям составы: масляные краски, пентафталевые и нитроцеллюлозные эмали. Для получения гарантированно качественного результата, выбор ЛКМ и окраска кранов должна проводиться по стандартам ГОСТ:
- требования к краске изложены в ГОСТ 6465-76;
- стандарты расколеровки рассматриваются в ГОСТ 1156-71;
- инструкции по использованию цветов при окрашивании отдельных механизмов можно найти в рекомендациях таких ВНИИ как СТРОЙДОРМАШ или ПРОМТЯЖМАШ.
В случае, когда башенный кран предполагается эксплуатировать в сложном климате, наносится лак. Так поступают, например, если технике предстоит работать в регионах с повышенной влажностью, отличающихся резкими суточными колебаниями температуры, а также при воздействии холода, жары или интенсивной солнечной радиации. В средней полосе как правило лак применяют в случае возможного или регулярного попадания на конструкции агрессивных сред искусственного происхождения. Допускается нанесение лака на отдельные конструкции: основание и несколько нижних секций, лестницу и т. п.
При расколлеровке принят следующий алгоритм: основание башенного крана покрывают ЛКМ темной гаммы, а саму башню и стрелу в яркий цвет: чаще в желтый или светло-красными.
На следующие узлы башенного крана, наносится контрастная предостерегающая окраска в виде широких (100 мм) наклонных (45°) черных и белых (иногда желтых) полос:
- подвеска с крюками;
- подвижные элементы стрелы;
- габаритные элементы поворотной платформы;
- кабина оператора;
- выносные опоры.
Оборудование для покраски крана
Основная сложность при проведении подобной процедуры заключается в необходимости перемещения крупногабаритных составляющих башни, стрелы, основания противовеса, кабины и других деталей. Поэтому для выполнения транспортировочных операций важно, чтобы окрасочная камера была укомплектована подъемным оборудованием соответствующей грузоподъемности. Это прежде всего балочный кран и погрузчик. Некоторые камеры комплектуются специальной подвижной платформой, на которую загружается часть конструкции и в таком виде поступает непосредственно в рабочую зону.
Кроме того, для снятия старых покрытий, удаления ржавчины и придания поверхности структуры, обладающей большей прочностью и повышенными адгезионными свойствами, конструкции подвергают абразивной обработке. Это происходит с помощью дробеструйного или дробеметного оборудования, которое может быть выполнено в виде отдельной мобильной установки или является частью специального комплекса с отдельным боксом с вытяжкой и вентиляцией, системой рекуперации дроби и другими агрегатами.
На стадии подготовки поверхности применяются также ручной и автоматический инструмент:
- щетки;
- болгарки со специальными насадками;
- молоты и отбойники;
- скребки и др.
Важнейшее устройство, позволяющее наносить ЛКМ – краскопульт. Применение такого рода приспособлений обеспечивает точность и равномерность нанесения окрашивающих составов и многократно ускоряет саму операцию. И в данном случае могут понадобиться и обычные малярные кисти, которыми можно дотянуться до мест недоступных для распыления.
В качестве дополнительных средств, облегчающих работу персонала, при покраске используются лестницы и подъемники с различными приводами. Оборудование упрощает достижение труднодоступных точек для окраски, располагающихся на вершине или в глубине конструкций.
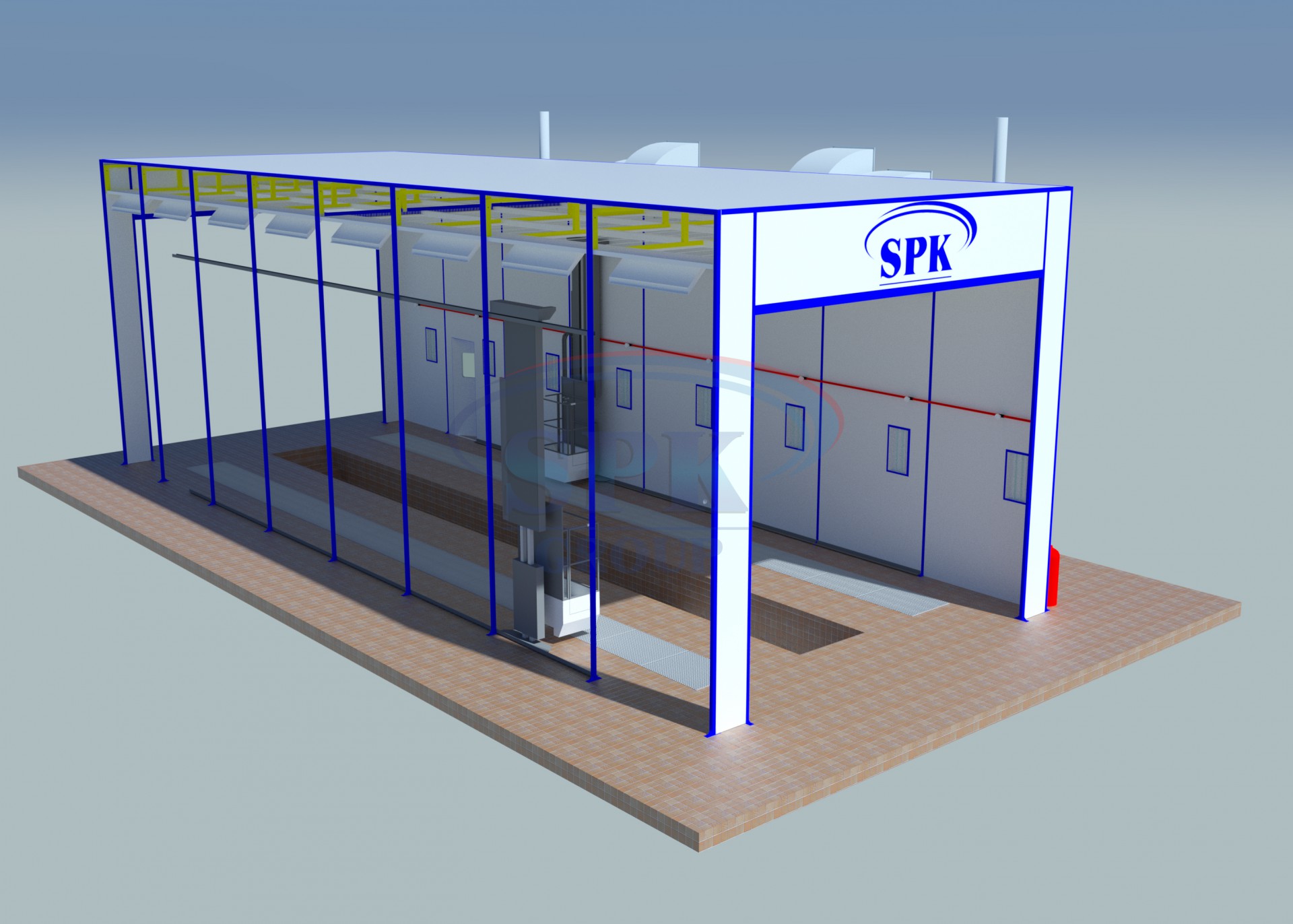
Покрасочная камера для кранов
Непреложное условие, которому должно соответствовать такое сооружение – достаточная вместительность. Пространства внутри должно хватать как для расположения самих конструкций, так и для окрасочного оборудования и свободного перемещения персонала.
Кроме того, помещение обязательно оборудуется производительной вентиляцией с контурами фильтрации заборного и отводимого воздуха и мощной системой обогрева. Для уменьшения расхода электроэнергии в холодное время года перед заборным окном устанавливается рекуператор. Это устройство, нагревает без перемешивания холодный уличный воздух посредством уже нагретого в камере. Электрические двигатели вентиляторов снабжаются взрывозащитой. Это мера предотвращает попадание искры в насыщенную горючими испарениями среду.
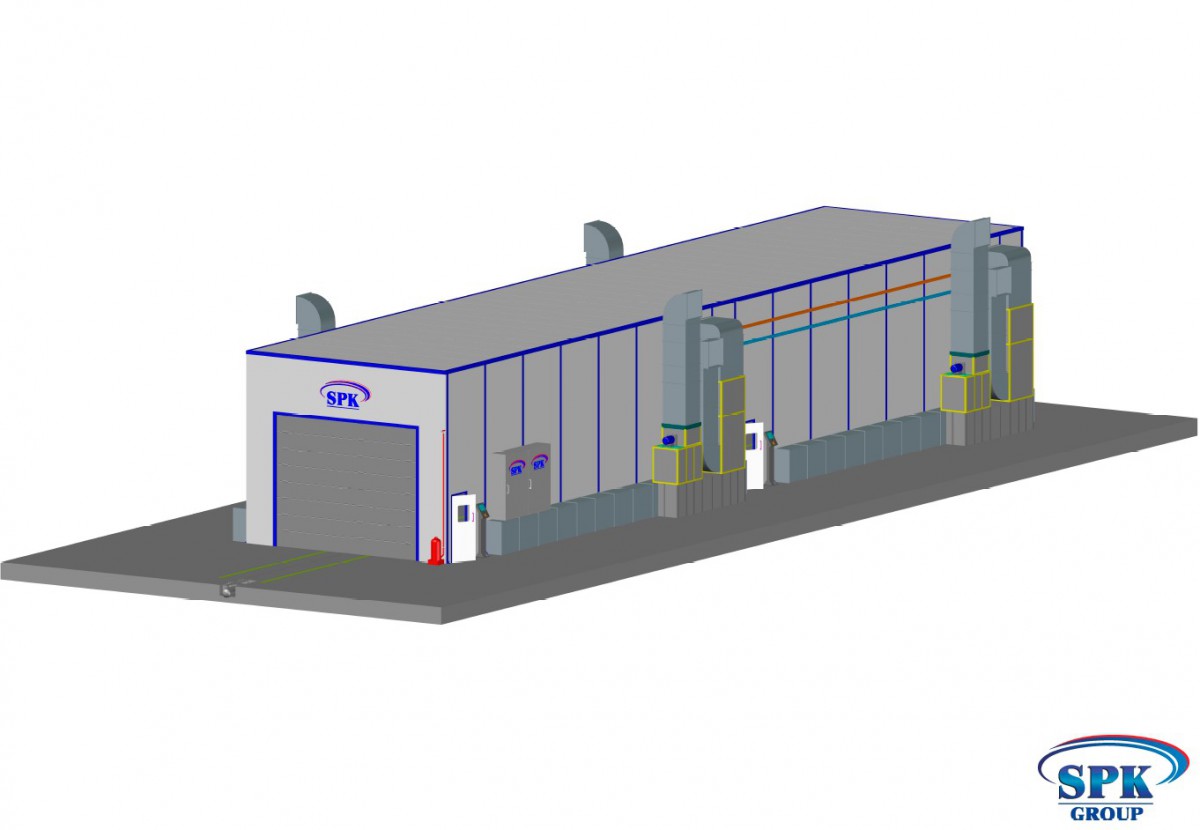
В случае расположения вне цеха или возведении в качестве пристройки к основному зданию стенки окрасочно-сушильной камеры надежно утепляют. С этой целью используется каменная вата, материал помимо высокой термостойкости и низкой теплопроводности, отличающийся минимальной гигроскопичностью. В качестве главного входа монтируются двустворчатые ворота, оборудуемые электроприводами. Рядом с окрасочным боксом предусматриваются технические помещения для хранения и разведения лакокрасочных материалов.
Окраска кранового оборудования сложный многоступенчатый процесс требовательный к квалификации маляров, к качеству используемых красок и допускает использование только профессионального оборудования. Создание необходимых рабочих условий, один из ключевых критериев успешного сервисного предприятия. Заказав разработку проекта и постройку покрасочной камеры в нашей компании, можно сосредоточиться на подборе кадров. Мы безупречно выполним всю остальную работу!